斯玛特
热流道
网站首页
关于我们
公司简介
企业文化
生产实力
团队风采
热流道产品
热流道系统
辅助设备
热流道配件
市场应用方案
荣誉资质
展会动态
新闻资讯
行业资讯
常见问题
联系我们
在线留言
联系方式
- 服务咨询热线:
135 0900 6835
热门搜索:
热流道
,
热流道温控箱
,
单咀
,
单点针阀
,
热嘴
展会动态
行业资讯
常见问题
4
展会动态
您的位置:
首页
->
展会动态
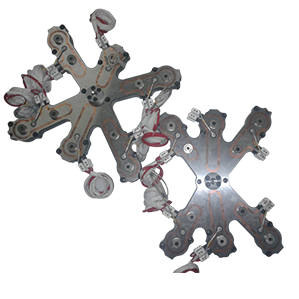
了解一下使用热流道有哪些好处?
热流道
是通过加热的办法来保证流道和浇口的塑料保持熔融状态。由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。因此,热流道工艺有时称为热集流管系统,或者称为无流道模塑。
1、节约原材料,降低成本。
2、缩短成型周期,提高机器效率
3、改善制品表面质量和力学性能。
4、不必用三板式模具即可以使用点浇口。
5、可经济地以侧浇口成型单个制品。
6、提高自动化程度。
7、可用针阀式浇口控制浇口封冻。
8、多模腔模具的注塑件质量一致。
9、提高注塑制品表面美观度。
10、可以使用较小的注塑压力,可以有效降低薄壁产品的后变型。
[返回]
上一篇:
深圳热流道系统中PP塑料的加工工艺流程介绍?
下一篇:
热流道系统主要有哪两种分类?
在线咨询
Online consulting
在线咨询
咨询热线
pyj@smarthotrunner.com
13509006835/彭先生
0769-85375680/电话
扫一扫添加微信
客服在线
404 Not Found
404 Not Found
nginx

 - 服务咨询热线:
- 服务咨询热线:
- 服务咨询热线:
- 服务咨询热线:


 在线咨询
在线咨询

 热门搜索:
热门搜索: